浅田精密网的推荐
標準丝网印刷的概要-A(ASADA)标准
- 丝网印刷
- 技术消息-02
近年来,由于丝网印刷对技术的要求连年攀升,以至于各个领域都开始量产50微米以下的细丝用于印刷。总所周知,丝网印刷的使用非常广泛,为了实现高品质印刷,从选材到印刷条件的设定都必须符合要求。
浅田精密网为了使更多顾客能够体验到不锈钢精密网所制作出的高品质印刷品,为大家推荐浅田的A(ASADA)标准精密网。
如何选择丝网
强度
丝网的使用是以量产为前提的,所以尽量选择强度高的丝网。丝网的强度对离版,印刷的清晰、精准度,以及网版的使用寿命都有很大的影像,所以丝网强度是选择时最重要的参考值。因为越精细的丝网的强度就会越弱,所以精密配线印刷印刷时需要特别注意。对印刷精准度有高要求,或是使用粘性高的染料导致不容易离版的情况,建议使用高强度的HS-D丝网(高强度不锈钢丝网)。
开口率
开口率的大小影响印刷时的油墨量。开口率过高会导致油墨过量,从而使画面不清晰。浅田精密网推荐使用开口率40%的丝网用于精密配线印刷印刷。

纱厚
网版的开口大小是丝网节距(25.4mm÷目数)两倍以上的情况下,印刷状态是最稳定的。油墨性能较高的情况下,在节距1.5倍 的情况下也能够呈现出良好的印刷效果。如果油墨的粘性和弹性处于最佳状态的话,只要大于节距的0.8倍都可以印刷。
目数
版開口幅在不锈钢精密网节距(25.4mm÷目数)的2倍以上时,印刷状态是最稳定的。如果油墨品质较高的话,节距的1.5倍也可以印出高品质图像。如果把油墨的粘弹性也调整到最佳状态的话,在节距的0.8倍情况下也是可以印刷的。



| 品 名 | 目 数 (根) |
线 径 (µm) |
绷 网 | 开口率 (%) |
厚 度(µm) | 节 距 (µm) |
|
|---|---|---|---|---|---|---|---|
| 原 网 | 扎 压 | ||||||
| BS | 325 | 28 | 直接张网 | 41% | 60 | 55/40 | 78 |
| MS | 400 | 23 | 直/PS组合 | 41% | 55 | 40/26 | 64 |
| MS | 500 | 19 | PS组合 | 39% | 41 | 36/20 | 51 |
| MS | 640 | 15 | PS组合 | 39% | 35 | 21/17 | 40 |
| HS-D | 360 | 25 | SS组合 | 42% | 59 | 41/29 | 71 |
| HS-D | 500 | 19 | SS组合 | 39% | 45 | 25 | 41 |
| HS-D | 650 | 14 | SS组合 | 41% | 34 | 23/17 | 39 |
关于丝网制版
斜切角度
标准倾斜度是22.5度。丝网的节距和印刷模式必须同步,如果出现龟纹可以调整调度为30度或者35度。在印刷的时候,刮板的方形要与经线相同。HS-D型号丝网的标准角度为20度。



绷网
绷网有两种方式:1“直接张网”把丝网直接固定在网框上;2“组合张网”把丝网的四周与弹性较好的丝网连接在一起。高精细丝网会一般采用高效率的“组合张网”。“组合张网”有两种:1“预张组合网”先把外周的丝网固定在网框上,再把印刷用的内网贴在外网的中心部位;2“直接组合网”先将印刷用的内网与四周的外网连接,再将网固定在网框上。浅田精密网采用的是精准度高的“直接组合网”。
张力
选用强度足够高的网框,使网均匀受力固定在网框上。
印刷区域和复合网尺寸
可以印刷出高品质图像的区域是网版内部50%的区域。复合网的内网尺寸大约占真个网版的75%。

乳 剂
选择耐溶性以及分辨率高的乳剂。如果乳剂的厚度在20微米以下,需要增加一步“平面加工”。(聚酰亚胺、酸性油墨需要使用专用的乳剂。)为防止粘度低的油墨在印刷时发生渗出的情况,可以使用防水乳剂。
如何设定印刷条件
刮胶
以耐溶性、耐磨性高的聚氨酯橡胶为材料,硬度在80度的平头刮胶为标准刮胶。※1(形状9X50mm)在机器研磨以后,用防水沙纸1000号给四周倒棱,做一个50微米左右的弧度。倒棱是为了防止四周出现缺口,从而防止刮胶外侧的不平整。印刷角度需要保持在55度以下的情况,请使用两个侧边都做过研磨的刮胶(硬度为80度)。※2
※1,Mino公司生产的Mino Squeegee Blade®硬度为80度的商品
※2,Mino公司生产的WS Cut Squeegee®

刮刀
刮刀在印刷过程中,对网版上的回墨、预防丝网干燥、以及提高印刷的统一性有着重要的作用。使用高粘稠度的油墨,需要把厚于丝网0.5〜1.5mm的油墨量压入到丝网中。
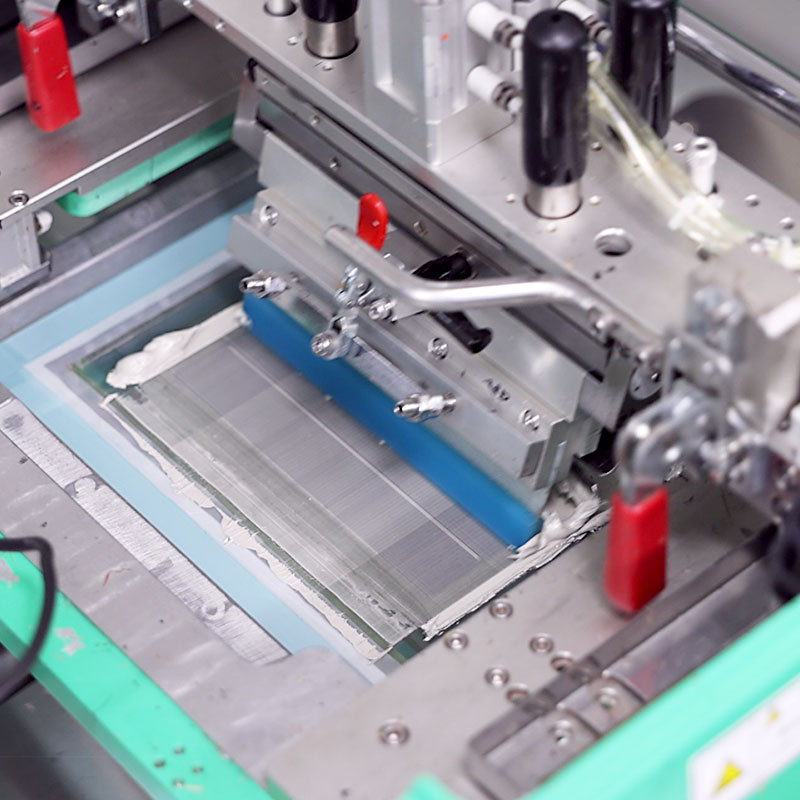
印刷参数
印刷参数有网距、刮胶压力、刮胶角度、刮胶角度、刮胶速度这四个。

网距
假设使用强度系数为1.0、标准张力的丝网,那么标准网距就是网版内寸的1/300。印刷10000次也不会造成网版的变形。
| 张力(PROTEC社制) | 网距 | |||
|---|---|---|---|---|
| STG75B | STG80A | 320(内寸280)mm角 | 550(内寸470)mm角 | 1000(内寸900)mm角 |
| 0.95mm | 0.23mm | 0.9mm | 1.6mm | 3.0mm |
强度系数越大,允许的网距值范围就越大。强度指数为“2.05”的HS-D500丝网,在2.5倍的网距下也不会发生变形。
刮胶压力
请给1cm长的刮胶400-500g的压力。例:刮胶为50cm长的时候,就要给20-25kg以上的压力。如果压力过小,就会算坏印刷膜厚度的统一性。如果使用的是高粘性的油墨,就需要足够的压力才能刮动版上的油墨。
刮胶角度
刮胶的角度对“充填力”有很大的影响。刮胶角度越小,“充填力”就越大。常规印刷的话,刮胶角度在70度左右。如果是高粘度的油墨则在60-40度,油墨填充孔印刷则需要调整到30-30度。
刮胶速度
刮胶的速度越慢“充填力”就会越大。“充填力”太大会导致油墨渗出。“充填力”太小又会时印刷图像不清晰。可以通过油墨的粘稠度以及离版的状态进行速度的调整。
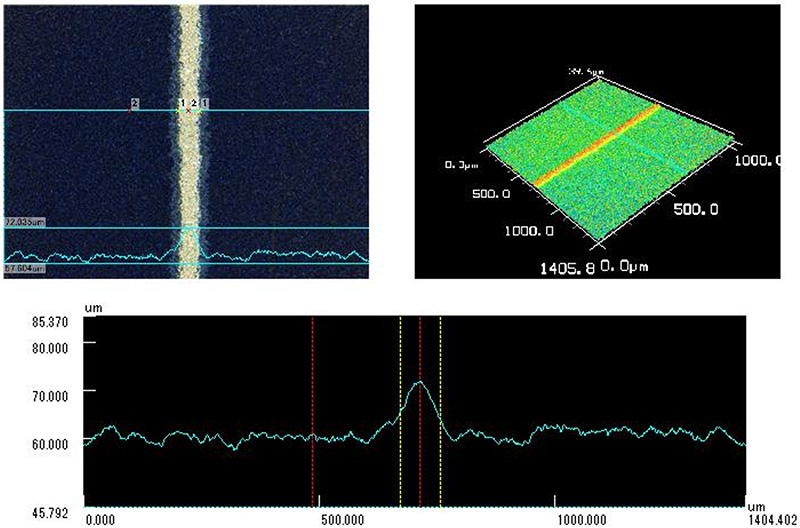
印刷品的品质确认
首先用刮板确认油墨在网版上面附着的情况,再用刮胶查看离版状况,然后确认放上油墨后丝网表面的统一性。用立体显微镜或CCD相机确认印刷品在印刷完成后的干燥情况。用照明环对印刷品上的油墨进行灯照反射,这样容易分别油墨的高度方向的统一性。第二次印刷后,确认结果没有问题的话,可以连续印刷20次然后再确认印刷品的情况。

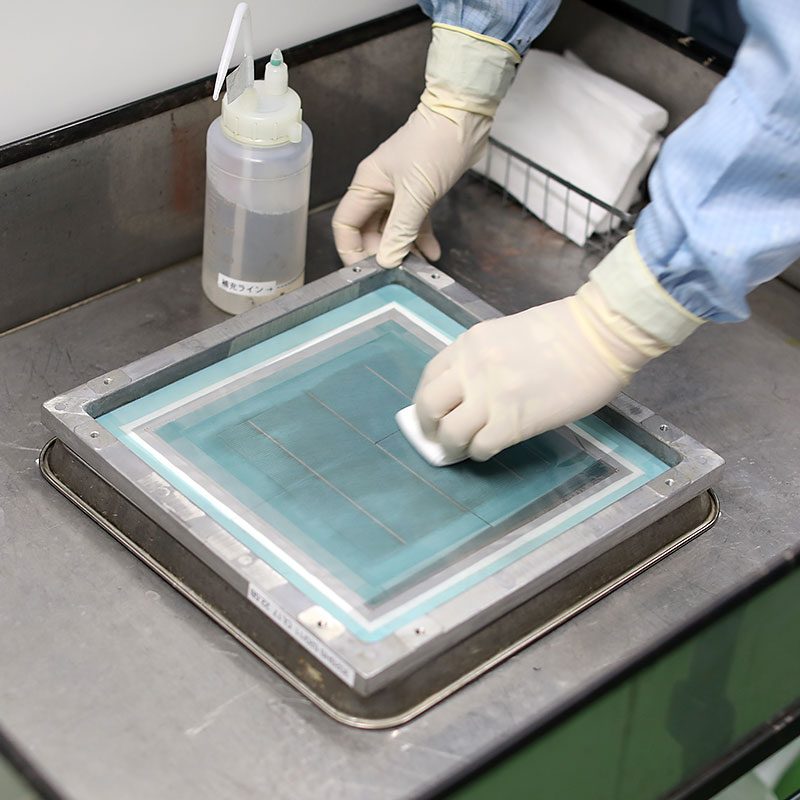
版洗净
为了不给网版表面的乳剂造成伤害,用大量的慢干溶剂对与刮胶接触的表面以及细微的开口部分进行清洗。如果网版以及清洗方式没有问题的话,一般30微米的丝网也能清洗。
如果网版没有清洗到位,则会引发断线的问题。
下面,介绍基本的网版清洗顺序。
版洗净的手顺
-
回收印刷机上的油墨
将刮板分成小块,用来回收残留在网版上残留的油墨。
-
洗涤溶剂和布料的选择
选用不易干的乙烯乙二醇类的水溶性洗涤溶剂,此类洗涤溶剂能溶解油墨的同时不会伤害到网与框的链接部分和乳剂部分。选用的布料要柔软、吸水性好,且纤维不易掉落。
推荐的洗涤溶剂:东邦化学工业(株)产 -东邦洗剂RX-850 -
洗涤溶剂图层
在不锈钢托盘铺上浸满洗涤溶剂的布料。将网版涂乳剂的一面朝下,放到不锈钢托盘上。然后在刷油墨的那一面大量地涂抹上洗涤溶剂。因为不仅是要将残留在网版上的油墨洗去,还要将残留在丝网开口处的乳剂油墨冲走。
-
网版洗净
用布料去除图案外的油墨,然后再用布料由内向外地小心地去除油墨。在换布料的时候,需要注意的是必须将洗涤溶剂充分地涂抹在布料上,同时保持丝网开口处的油墨处于湿润的状态。开口处残留且不易去除的油墨,从上方轻打丝网来去除。
-
清洗洗涤溶剂
将接触刮板的那一面清理干净以后,将有油墨的那一面用浸满洗涤溶剂的布料轻轻地擦拭,注意不要损伤到乳剂,反复此步骤。
-
确认是否洗净
洗净后的网版用微型照相机等设计检查丝网开口部是否有油墨的残留。
-
完成
用涂装用的可喷处细小水珠的喷壶将自来水喷到接触刮板的一面,将洗涤溶剂充分地清洗干净。然后,用气枪由外框往内将网版上的水吹落。
推荐手持喷壶:ANEST IWATA Corporation 生产的 W-71 -
干燥
将网版上的水滴处理完以后,放置到40摄氏度的干燥机内,干燥约一个小时。下次使用时,必须先确认网版上是否有残留的水分。
油墨的选择
丝网印刷专用的油墨需要有弹性这一特质。具有弹性特质的油墨对时间有依赖性,油墨在反复通过丝网以及时间的流逝后粘度会随之下降。
而且,为了测试油墨的流动性也就是粘稠度,请使用能够正确测试油墨通过丝网速度的E型粘度仪。
粘稠度为400Pa.S(5rpm)以内的高粘度油墨可用于丝网印刷。
使用精密丝网印刷时,请使用高粘稠度的油墨能使印刷品保持不变。
